

جوشکاری چیست؟
در انواع جوشکاری بدون استثناء یک فرآیند پیوستن دائمی انجام میشود که در آن دو قطعه فلز به یکدیگر با حرارت دادن فلزات تا نقطه ذوب آنها یک قطعه را تشکیل میدهند. فلز دیگری که به آن فلز پرکننده نیز میگویند در طول فرآیند گرمایش اضافه میشود تا به اتصال دو قطعه به یکدیگر کمک کند.

انواع جوشکاری
انواع جوشکاری با توجه به روش گرمای تولید شده به شرح زیر است:
جوشکاری MIG
جوشکاری قوس فلزی محافظ
جوشکاری قوس پلاسما
جوشکاری پرتو الکترونی
جوشکاری پرتو لیزر
جوشکاری گاز
جوشکاری با طناب شار
جوش هیدروژنی اتوماتیک
جوشکاری الکتروسرلاگ
- جوشکاری MIG
جوشکاری قوس فلزی گازی یا MIG برای جوشکاری از گاز بیاثر فلزی استفاده میکند. در میان انواع جوشکاری میتوان آن را جوشکاری سیم نیز نامید.
در این نوع جوشکاری، یک سیم نازک به عنوان الکترود عمل میکند که از یک قرقره متصل به یک تفنگ از طریق یک لوله قابل انعطاف تغذیه میشود و از نازل روی تفنگ جوش یا مشعل خارج میشود. هنگامی که ماشه روی تفنگ جوشکاری کشیده میشود، سیم به طور مداوم تغذیه میشود.
- جوشکاری قوس فلزی محافظ (SMAW)
یکی دیگر از انواع جوشکاری جوشکاری قوس فلزی محافظ شار یا جوشکاری چوبی است. در این نوع جوشکاری که در آن قوس بین میله یا الکترود فلزی (روکش شار) و قطعه کار زده میشود، سطح میله و قطعه کار ذوب میشوند و حوضچه جوش ایجاد میشود.
جوشکاری قوس فلزی محافظ یک فرآیند ایدهآل برای اتصال مواد آهنی و غیرآهنی با ضخامت مواد در همه موقعیتها است.
- جوشکاری قوسی با گاز بی اثر تنگستن TIG
جوشکاری TIG مخفف جوشکاری قوسی با گاز بی اثر تنگستن از دیگر انواع جوشکاری است. این جوشکاری نیز به عنوان جوش گازی نامیده میشود.
جوشکاری قوسی با گاز بی اثر تنگستن از الکترود تنگستن استفاده میکند زیرا تنگستن نقطه ذوب بالایی دارد.
- جوشکاری قوس پلاسما (PAW)
جوشکاری قوس پلاسما (PAW) از جمله انواع جوشکاری و یک جوشکاری قوس الکتریکی است. در این جوشکاری از گرمای تولید شده توسط یک قوس فشرده بین الکترود غیر مصرفی تنگستن و قطعه کار (فرآیند قوس انتقالی) یا نازل منقبض کننده با آب خنک (فرایند قوس غیرانتقالی) استفاده میشود.
این جوشکاری میتواند برای جوشکاری و برش سریع سرامیکها، آلیاژهای مس، فولادها، آلومینیوم، آلیاژهای نیکل و آلیاژهای تیتانیوم استفاده شود.
- جوشکاری با پرتو الکترونی (EBW)
جوشکاری با پرتو الکترونی از دیگر انواع جوشکاری است که گرمای ایجاد شده توسط پرتوهای الکترونهای پر انرژی را اعمال میکند. الکترونها به قطعه کار برخورد میکنند و انرژی جنبشی آنها به انرژی حرارتی تبدیل میشود. در نتیجه انرژی حرارتی، فلز گرم میشود تا لبههای قطعه کار به هم متصل شود و پس از انجماد جوش ایجاد شود.
جوشکاری با پرتو الکترونی همچنین یک فرآیند جوشکاری حالت مایع است زیرا در آن اتصال فلز به فلز به صورت مایع یا مذاب ساخته میشود.
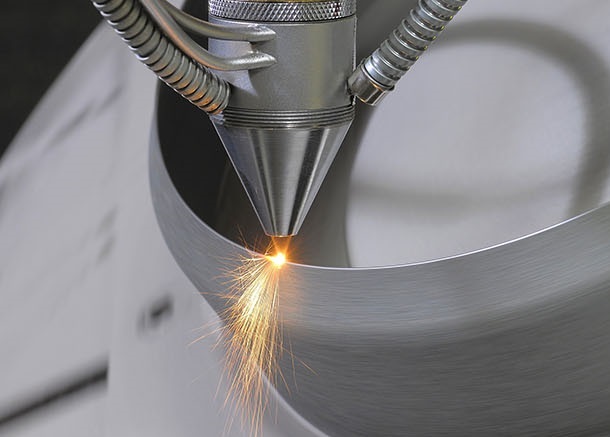
- جوشکاری پرتو لیزر (LBW)
جوشکاری پرتو لیزر (LBW) یک نوع جوشکاری است که در آن گرما توسط پرتو لیزر پرانرژی که روی قطعه کار قرار میگیرد تشکیل میشود. پرتو لیزر انتهای قطعه کار را گرم و ذوب میکند و یک اتصال ایجاد میکند.
در جوشکاری لیزری (LBM) اتصال به صورت جوش پیوسته تشکیل میشود. جوشکاری لیزری در صنایع الکترونیک، ارتباطات و هوافضا برای تولید تجهیزات پزشکی و علمی با اجزای کوچک استفاده میشود.
- جوشکاری گاز
جوشکاری گازی با ذوب شدن طرفها یا سطوحی که باید توسط شعله گاز به هم متصل شوند و جریان فلز مذاب در کنار هم انجام میشود، در نتیجه پس از خنک شدن یک اتصال پیوسته جامد ایجاد میشود.
در جوشکاری گازی مخلوطهای اکسیژن- استیلن به میزان بسیار بیشتری نسبت به سایرین مورد استفاده قرار میگیرند و جایگاه برجستهای در صنعت جوشکاری دارند.
- جوشکاری قوسی با هسته شار (FCAW)
جوشکاری قوسی با هسته شار تقریباً شبیه به جوشکاری MIG است. در واقع، جوشکارهای MIG اغلب میتوانند جوشکاری با هسته شار را انجام دهند. در این جوش، سیم دارای یک هسته شار است که یک محافظ گاز در اطراف جوش تشکیل میدهد. این امر تقاضا برای عرضه گاز خارجی را کاهش میدهد.
جوشکاری قوسی با هسته شار، فرآیند جوشکاری با حرارت بالا است. بنابراین برای تعمیر تجهیزات سنگین استفاده میشود.
- جوشکاری هیدروژن اتمی
جوشکاری هیدروژن اتمی از جمله دیگر انواع جوشکاری و یک نوع جوشکاری در دمای بسیار بالا است که به جوشکاری قوس اتمی معروف است. این نوع جوشکاری نیازمند استفاده از گاز هیدروژن برای محافظت از دو الکترود تشکیل شده از تنگستن است. میتواند به دمای بالاتر از یک مشعل استیلن برسد و میتوان آن را با یا بدون فلز پرکننده انجام داد.
- جوشکاری الکتروسرلاگ
جوشکاری الکتروسرلاگ یک نوع جوشکاری پیشرفته است که برای اتصال انتهای نازک دو قطعه فلزی به صورت عمودی به یکدیگر استفاده میشود. به جای استفاده از جوش در قسمت بیرونی اتصال، جوش، بین انتهای دو قطعه انجام میشود.
در جوشکاری الکتروسرلاگ یک سیم الکترود مسی از طریق یک لوله راهنمای فلزی تغذیه میشود که به عنوان یک فلز پرکننده عمل میکند. هنگامی که نیرو اضافه میشود، قوس تولید میشود و یک جوش از زیر درز شروع میشود و به آرامی به سمت بالا حرکت میکند و یک جوش به جای درز ایجاد میکند.
مزایای همه انواع جوشکاری
یک جوش خوب قویتر از فلز اصلی یا پایه خواهد بود.
فرآیند سریعتر در مقایسه با پرچکاری و ریختهگری.
اتصالات سفت و سخت کامل را میتوان با فرآیند جوشکاری فراهم کرد.
قابل استفاده برای تمام فلزات و آلیاژها.
اشکال دشواری را میتوان با جوشکاری تولید کرد.
تجهیزات جوش قابل حمل هستند و به راحتی قابل نگهداری هستند.
در طول فرآیند جوشکاری مانند پرچ کردن، صدایی تولید نمیشود.
فرآیند جوشکاری در مقایسه با پرچکاری به فضای کاری کمتری نیاز دارد.
هر فضایی از مفصل را میتوان به راحتی ایجاد کرد.
معایب همه انواع جوشکاری
تشعشعات مضر و بخار را از خود خارج میکند و منجر به پاشیدن ناگهانی جرقه میشود.
اتصالات جوشی بیشتر شکسته میشوند.
منجر به اعوجاج و ایجاد تنشهای داخلی میشود.
برای نگه داشتن فلزات به درستی به قطعات و وسایل خاصی نیاز دارد.
برای جوشکاری به کارگران ماهر و برق نیاز است.
بازرسی کار جوشکاری دشوارتر و پرهزینهتر از کار پرچ است.
کاربردهای انواع جوشکاری
برخی از کاربردهای همه انواع جوشکاری عبارتند از:
کشتی سازی
واگن های راه آهن
اجساد زمین خوار
کرکره های پنجره
درها، دروازه ها
انواع کار ساخت و ساز.
نتیجه
در همه انواع جوشکاری دو قسمت فلز با هم یک قسمت را با حرارت دادن آنها تا نقطه ذوب تشکیل میدهند. جوشکاری روش سریعتری در ارتباط با پرچکاری و ریختهگری است.